Beskrivelse av problemet: Etter et års drift oppstod effekten av å kile blandeakselen (bare en!), Som jeg ikke fulgte mye med. Bare begynte å snu før bruk. Men nylig "satte skaftet" fast. Den foreløpige årsaken er sukker. Sannsynligvis er kilen konsekvensene av karamellisering (sukker "grepet" med jern som epoxy). Jeg bestemte meg for å demontere og utføre feilregistrering. Og umiddelbart - hadde to problemer til.
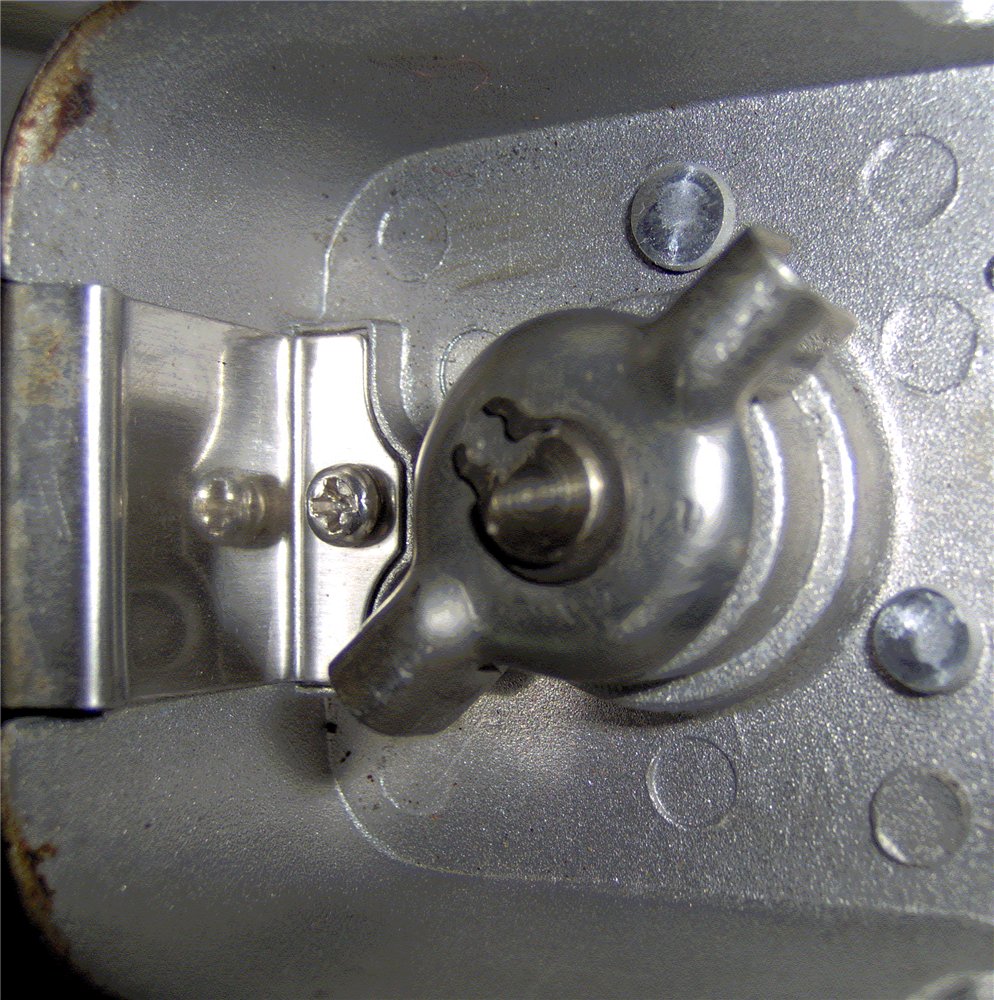
1) Det er nettopp akselen ved siden av hvilken fjærklemmen "dinglet" er fastkjørt (en plate festet med en skrue, se figuren). Dette kan sees og påvirket strømmen av sirup under kjertelen. Jeg begynte å stramme skruen med en stjerneskrutrekker, rev av sporene, og skruen satt fast. Han vridde den med tang i en time. Han korrigerte tråden med et trykk og klippet nesten bunnen med den skarpe enden. Hvis du gjentar eksperimentet, anbefales det å stumpe enden av kranen på spisseren.
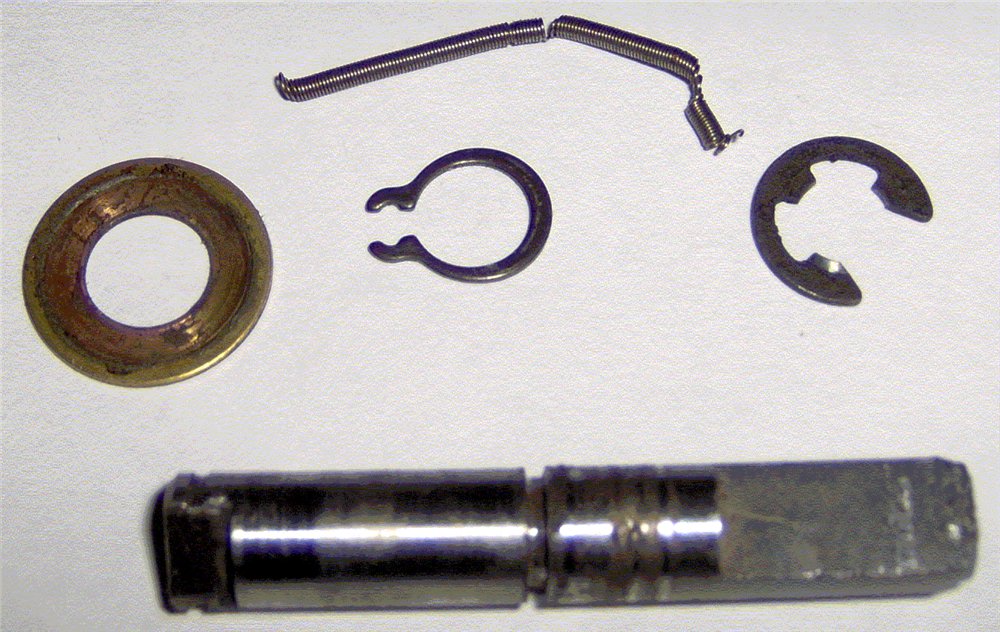
2) Så begynte han å presse ut skaftet ved å tappe lett. Og så løp jeg inn i det: det viser seg at under kjertelgummien på skaftet er det en fjærskive og en fjær med en diameter på 1,6 mm i form av en ring. Denne våren, i revet form, klemte jeg ut gjennom tannkjøttkjertelen og rev den.
Her er et bilde av omrørersamlingen:Aksel og tilbehør
Halvkobling

PSh-node

Fyllingsboks

Omrører enhet SB
Jeg hadde ingen garanti for ovnen. Tjenesten reparerer ikke skuffen og gir ikke råd.
I referansebøkene er det ingen slik kjertel (forsterket mansjett) 8x18x7 versjon 2 i GOST, men bare i DIN (import). Jeg kaller forskjellige gummibedrifter, at i nærmeste tilgang er det andre gummiprodukter, men det er ingen nødvendig oljetetning. Ventiltetningene til bilventilen passer ikke.
Ser jeg lenger, fant jeg det. Det er et godt selskap, de snakker et rent teknisk språk og er villige til å hjelpe. Jeg tar tak i en bøtte og går. Rolig, med montering, på 15 minutter på en CNC-maskin for en halv million euro, med rasende hastighet og presisjon, sliper jeg en tetning laget av varmebestandig gummi til 160 rubler (120 + 40 per hastighet). Jeg godtar å lagre innstillingene på maskinen. Hvis noen vil bruke denne kanalen, finner jeg ut hva gutta kan sende via post. Jeg går til butikken, kjøper fett PMS-200 (mer tyktflytende enn PMS-100), smører alle overflatene på enheten, samler og baker brød. Det eneste negative er å snu - ikke støping, overflaten er grov, stikker litt, jeg tror solsikkeolje vil hjelpe. I denne butikken "CHIP and DIP" (kontakt - se nedenfor) kan du bestille fett via post. Pris -64 rubler.
Bilder:Dette er vår oljetetning
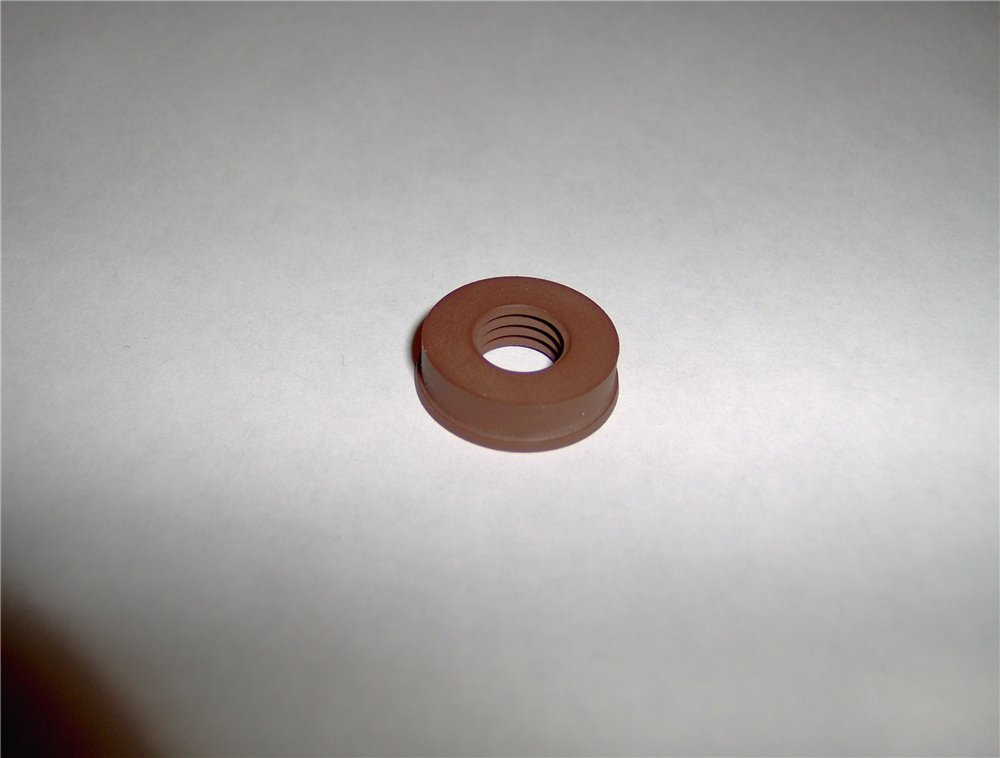
Og dette er han allerede i bøtta
Fett
Nå er det viktigste:En foreløpig analyse av skuffedesignet viste følgende:
1) Skuffedekslet er sterkt nok. Hvis du fjerner den brente deigen bare etter å ha dynket den litt i varmt vann og forsiktig fjernet deigen for hånd, vil bøtta vare lenge nok til å overleve slitasje på de roterende delene.
2) Skaftet og glidelageret (s / h) er laget av rå stål (jeg tviler på at s / h er laget av grått støpejern, og sjakten er sementert). Ingen sliping, da det ikke er varmt. Stort tilbakeslag - termisk kompensasjon.
3) S / v-aksen er ikke koaksial med kjertelhullets akse (sannsynligvis gapet mellom skuffekanten og hullet i s / h-området). Dette betyr at denne kompensasjonen skyldes elastisiteten i kjertelkjertelen (fjærringen hjelper til å gripe).
4) Fjærplatens holdere på den støpte delen av skuffen er dårlig festet og ikke sentrert, så er det en feiljustering av blandeakselen og drivakselen. Dette er støy og økt slitasje på koblingene.
5) Etter å ha lest et stykke av artikkelen "Diagnostics of Moulinex Bread Makers" om Mulya i P&C nr. 9 s. ("Tilstedeværelsen av et tannrem og tannhjul med stor diameter i den mekaniske delen av stasjonen forringer de dynamiske egenskapene til det roterende systemet. Et slikt kinematisk system er mer stivt enn det tradisjonelle som brukes av andre produsenter.Den har en mindre jevn kjøring og økt støy under drift. "), Innså jeg at plasseringen til mikserne også er et viktig punkt. Hvis de står under 90 grader når de beveger seg mot, så er det i øyeblikket kuttet deigen (når mikserne møtes) det vil være en innvirkning og mikrodeformasjon av friksjonsparet ...
6) Inspeksjon av den fjernede sjakten (se bilde) viste at stikk av karamellisert sukker også forekommer i kjertelområdet. Vi har en roterende kam, der sirup går gjennom sonene uten kontakt med kjertelen og skaftet med en fløyte inn i den varmere sonen på s / hv. Etter avkjøling - en kil.
Funn:1) Ikke få panikk!
2) Vi kjøper PMS-200 per post og smører skyveparet før jobb.
3) Hvem har mye slitasje - så snart brødet ble tatt ut - vri akselen med en omrører eller nedenfra for koblingen. Bør bidra til å unngå en kil, spesielt siden bøtta kjøler seg raskt ned. Ta forholdsregler. Bøtta er varm! Når temperaturen synker (du kan berøre bøtta), kan bøtta til problemet bli gjennomvåt helt uten smøring, og la den, ta varmt vann, virke i eltemodus for å oppløse det feste laget på skaftet og i kjertelområdet. Bare ikke dypp den varme bøtta. Bortskjem belegget.
4) Om smøring. Hvis PMS ikke er tilgjengelig, kan du prøve Weldtite Teflon Spray (for sykler). Den har en stor gjennomtrengende kraft, bare til den fordamper, lukter den hardt.
5) sjekk festingen av platene nevnt ovenfor. Uten feste vil det være økt slitasje.
Lenker:------------------------------
Polymetylsiloksanvæsker
Silikonolje PMS-200 (PET-flaske med tut), 20 ml.
Silikonolje (silikonvæske) PMS-200 GOST 13032-77 (CAS-nr. 63148-62-9)
Designet for smøring av lett belastede deler i friksjons- og rulleenheter i apparater, husholdnings- og kontorutstyr. I bilpleieprodukter - for smøring av gummipakninger, hydrofob behandling av høyspentledninger og deler.
Absolutt treghet. Separerende væske.
Vannavstøtende.
Utseende: Gjennomsiktig væske
Viskositet (sentistoke): 200 cSt
Arbeidstemperatur: -50 til + 2000 ° C
Volum: 20 ml.
Emballasje: PET-flaske
Emballasje: 10 stk. i varmekrymping
www. chip-dip. ru / katalog / show / 2198.aspx Hvorfor PMS-100?
Fordi den for eksempel er godkjent for bruk i næringsmiddelindustrien
www. lakmar.com. ua / katalog / bruk / 9 /
-------------------------------------------------------------------------
Produksjon av oljetetningerSPb, fast "ROST"
www. rost-holding. ru / om / vår R04-profil
www. rost-holding. ru / produksjon / 46 / produksjon92.html Manager - Pavel (først med ham)
Maskinfører - Ivan
Kildene er på datamaskinen deres
Moulinex \ 5002
to filer
bwr04 + r04.PDF
r04 + bwr04.PDF
---------------------------------------------
PSEt uprøvd alternativ for Samodelkins. Jeg holdt den i reserve. Idé (uprøvd) - for saken når du presser det, men det er ikke noe sted å ta reservedeler (produksjon "på kneet").
Derfor er tillegg mer passende her, men for kritikk.
Her trenger vi en TOM 16 gauge metallkoffert (ved et uhell funnet eller donert av en jeger for denne anledningen, ikke kjøpt for lagring eller andre ulovlige formål).
Verdi: Slank, sterk, passende boring, sokkel (grunnhull) for sentral hullboring.
----------------------
Så:
Vi borer kapselen under den eksisterende lange skruen og lager tennene 0,5-1,0 mm høye med en fil. Geometri - som et hacksagblad.
Et ekstremt tilfelle er å lage hakk-tenner med en kniv. Ikke press hylsen for mye for ikke å deformeres. Sett inn flatskruen + skiven fra innsiden, skiven + mutteren fra utsiden. Vi strammer inn. Vi får en sluttfabrikk.
Deretter trenger du en fluorplast (aka Teflon). Det ideelle tilfellet er en plate eller et ark. Deretter setter vi inn skruen vår i borespenneholderen og kutter den ved lave hastigheter. Ikke glem sikkerhetstiltak.
Vi løser ut mutteren, fjerner skruen fra spenneholderen, skyver ut kuttesylinderen og skruen fra hylsen. Igjen setter vi sylinderen inn i hylsen til den stopper og borer den med samme bor som vi brukte til grunning. Før boringen, sett boret på chucken, slik at den strekker seg til dybden på chuckhuset + sylinderhøyde - 2 mm. Underfra støtter vi sylinderen med noe når du borer. Deretter, med boreskaftet, skyv den fremtidige oljetetningen ut av hylsen og bor hullet på vanlig måte. Vi har et arbeidsemne med et sentrert hull.
Videre, avhengig av oppnådd høyde -2 alternativer. Vi trenger en høyde på ca 7 mm.Hvis vi har en nær en - maler vi den på en hud eller fil (legger den på en fil og sliper den). En høy søyle - vi setter den gjennom skivene på skruen, skruen - inn i boret, og som på en dreiebenk, kutter vi den av med et hacksagblad for metall. Teknologi - rotering av chucken "borte fra deg", enten noen holder boret, eller vi klemmer det for eksempel på et brett ved hjelp av det ekstra håndtaket til boredybdebegrenseren.
På samme måte justerer vi diameteren og lager avfasninger ved hjelp av enten en liten fil eller et sandpapir såret på en linjal.
Den endelige operasjonen - bor 7,9 mm hull forsiktig med en ny skarp boremaskin.
Fluorplast er et plastmateriale med permanent deformasjon, slik at et slitt hull kan gjenopprettes med en presse (bolt, 2 skiver og en mutter).
------------------------------------
Bare i tilfelle brann:
1) når du skjærer av en kniv. bladet skal trekke seg fra deg, observer snittets vinkelretthet;
2) ikke hold lerretet med bare hånd, vind det opp;
3) du må rømme fra begge sider, spesielt fluorplast (for ikke å undergrave);
4) ta deg god tid, eller velg den ytre diameteren
-------------------------------
Hvis det er en plate med passende tykkelse, kan du:
a) bruk en "ballerina" eller kompass
b) bor, skjær med en kniv til en polygon og slip (vanskeligheter - du må holde filen godt for å fjerne slagene)
--------------------------------------
Slike "håndverk" kan fungere lenge nok til din glede.
-------------------------------------------------------
I tillegg til ovenstående.
Synd ikke på oljetetningen hvis akselen har en ovalitet på 0,1 mm eller mer, eller hvis den er forskjøvet fra hullets akse med mer enn 0,08 mm: mansjettlekkasje er uunngåelig. Det vil ikke bli eliminert verken ved å polere akselen, eller ved å styrke pressingen av arbeidskanten ved ekstra fjærbelastning (ved å forkorte svingene). Bytt maskinvare!
Synderen for en "dårlig" tetning kan være: et ringformet spor på skaftet (resultatet av naturlig slitasje av metallet) eller begrensningen av mobiliteten til mansjettens leppe ved enden av boringen. I begge tilfeller beveger du pakkleppen langs akselaksen
Lese,
uraldnepr. ru / publ / 1-1-0-15, riktig artikkel. Dette bekrefter nok en gang at med vekselbelastningen er skaftets levetid ca. 2 år. Ingen oljetetning (forsterket mansjett), selv en ny sparer ikke. Våre
Tetning fungerer delvis av seg selv som s / hv og reduserer slitasje på skaftet (avlaster belastningen ved å bytte skulder, husk motstanden). Pluss PMS mellom tetningsleppene. Derfor har vi ikke reparasjoner, men modernisering.
Skriv hvis du har spørsmål.Lykke til! 




